The Weiss Pharma team can help you find pharmaceutical lab test chambers and solutions for all your FDA and GMP compliant Stability Testing Requirements. We also have solutions for requirements in Sterilization and Drying and Barrier Systems.

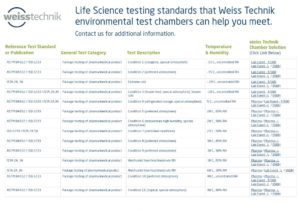
Our test chambers measure the stability, safety, performance and reliability of drug products and drug packaging based on these established standards:
View all of our White Papers and Application Sheets.
Oven for Hardening of Medicine Vials
Sterilization of Pharmaceutical Containers
Drying Pure Water Impregnated Products
R-449A-A-Low-Global-Warming-Potential-Refrigerant-White-Paper
Our pharmaceutical lab test chambers can be used to assess a wide variety of pharmaceutical products:
As a pioneer of testing systems and environmental simulation, we offer customized pharmaceutical lab test chambers that assess and measure:
Stability and Shelf Life: The stability of chemical, microbiological and physical characteristics of pharmaceutical substances are tested after exposure to temperature and humidity. Also, our extremely accurate and reliable stability test chambers are specifically designed to meet and validate ICH requirements.
Climate: Our test chambers can simulate extreme climates to assess the integrity of product packaging.
Temperature: Our liquid nitrogen cooling system allows a very precise temperature adjustment, from –185°C to +200 °C. We can also test for rapid temperature changes of up to 30 K/minute.
Humidity: Our Temperature Humidity Test Chambers can reach 98% humidity (RH) at 95 degrees C.
Dust: We inject compressed air through special nozzles and add dust to create a swirl.
Vibration: Our equipment measures the stress on drugs and packaging caused by intense vibrations.